|
| Снятие двигателя Установка двигателя Головка цилиндров Проверка компрессии двигателя Тестирование клапанных коромысел VTEC Проверка привода VTC Регулировка клапанных зазоров Снятие и установка шкива коленчатого вала Снятие цепи ГРМ Установка цепи ГРМ Снятие/установка автоматического натяжителя Проверка цепи ГРМ Снятие крышки головки цилиндров Снятие головки цилиндров Замена привода VTC, звездочки распредвала выпускных клапанов Проверка головки цилиндров на коробление Снятие клапанных коромысел в сборе Сборка/разборка клапанных коромысел и осей Снятие клапанов, пружин и сальников Замена направляющих втулок клапанов Восстановление седел клапанов Установка клапанов, пружин и сальников Установка клапанных коромысел в сборе Установка головки цилиндров Установка крышки головки цилиндров Блок цилиндров Проверка осевого люфта шатуна и коленвала Замена коренных подшипников коленвала Замена шатунных подшипников Снятие масляного поддона Снятие коленвала и поршней Замена поршней, поршневых пальцев и шатунов Замена поршневых колец Установка поршней Установка масляного поддона |
Снятие коленвала и поршней1. Снимите двигатель в сборе. 2. Снимите коробку передач. 3. Снимите масляный поддон. 4. Снимите масляный насос. 5. Снимите головку цилиндров. 6. Снимите грязеотражатели. 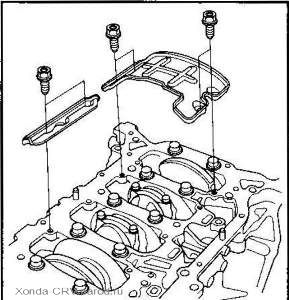
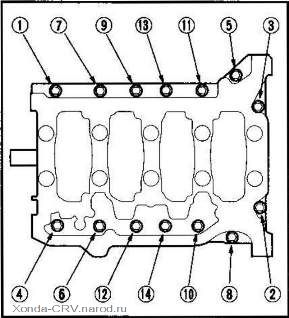
8. Открутите болты крышек подшипников. Во избежание коробления откручивайте болты последовательно на 1/3 оборота за один раз; повторяйте операцию, пока не ослабите все болты. 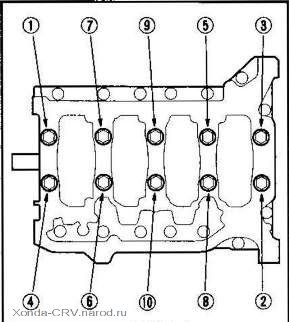
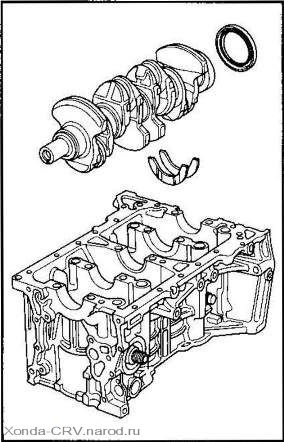
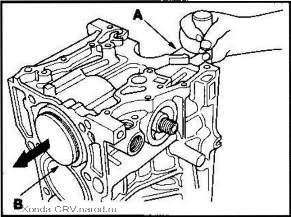
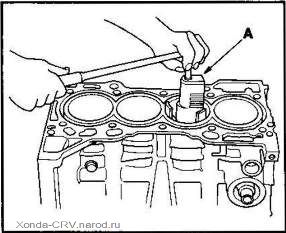
9. Снимите нижний блок и подшипники. Складывайте подшипники по порядку (рисунок в правой колонке вверху). 10. Снимите подшипники/крышки шатунов. Уложите все крышки/подшипники по порядку. 12. Снимите верхние вкладыши подшипников с шатунов и уберите в сторону вместе с крышками. 13. Если Вы чувствуете кольцевой выступ металла или твердого нагара в верхней части цилиндров, удалите его разверткой (А). Следуйте указаниям изготовителя развертки. Если кольцевой выступ не удалить, им можно повредить поршни при их выталкивании. 
15. Снова установите нижний блок и подшипники в двигатель в требуемом порядке. 16. После извлечения шатунно-поршневых групп снова установите подшипники шатунов и их крышки на место. 17. Во избежание путаницы при повторной сборке нанесите метки на каждую шатунно-поршневую группу в соответствии с номером ее цилиндра. Цифра на шатуне не указывает на его расположение в двигателе, а на диаметр большой головки шатуна. ПРОВЕРКА КОЛЕНВАЛА ОВАЛЬНОСТЬ И КОНУСНОСТЬ 1. Выньте коленвал из блока цилиндров. 2. Прочистите масляные каналы на коленвалу при помощи чистящего средства для труб и подходящего ершика. 3. Прочистите шпоночную канавку и резьбу. 4. Измерьте овальность в двух местах посередине каждой шатунной и коренной шейки. Разность между измерениями на каждой шейке не должна превышать предельного износа. 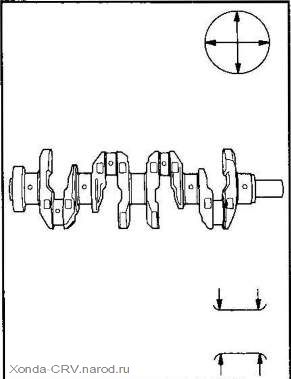
5. Измерьте конусность на кромках каждой шатунной и коренной шейки. Разность между измерениями на каждой шейке не должна превышать предельного износа.
ПРЯМОЛИНЕЙНОСТЬ 6. Установите блок цилиндров на поверочную плиту. 7. Очистите и установите подшипники на шейки №1 и №5 блока цилиндров. 8. Уложите коленвал в блок. 9. Измерьте биение всех коренных шеек. Проверните коленвал на два полных оборота. Разность между измерениями на каждой шейке не должна превышать предельного износа. 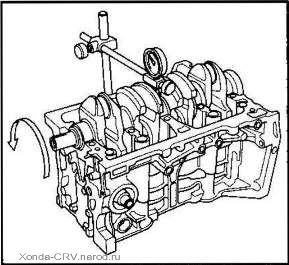
ПРОВЕРКА БЛОКА ЦИЛИНДРОВ И ПОРШНЕЙ 1. Снимите коленвал и поршни. 2. Проверьте, нет ли на поршнях деформации или трещин. 3. Измерьте диаметр поршня в точке А от низа юбки. Имеются поршни двух стандартных размеров (без буквы или с буками А и В). Буква выбита сверху поршня. Буквы также выбиты на блоке в обозначении диаметра цилиндра. Точка А Двигатели К20А4, К20А5:11 мм Двигатель К24А1: 12 мм 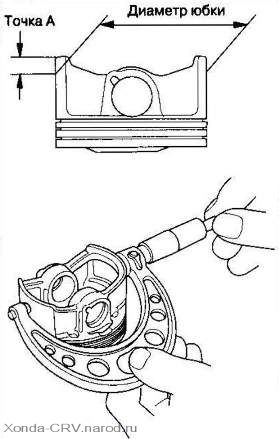
Диаметр поршня увеличенного ремонтного размера:
4. Измерьте износ и конусность в направлениях X и Y в трех точках в каждом цилиндре, как показано на рисунке. Если измерения в какомлибо цилиндре превышают увеличенный ремонтный размер, замените блок цилиндров. Если требуется расточить блок, см. п. 7 после расточки блока, 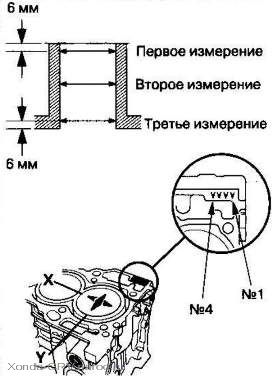
Диаметр цилиндра
Увеличенный ремонтный размер:
Предельная толщина металла, снимаемая при расточке: макс. 0,25 мм Конусность цилиндра Предел (разность между первым и третьим измерением) 5. Цилиндры с задирами или царапинами следует отхонинговать. 6. Проверьте, не покороблена ли поверхность разъема блока. Проведите измерения по краям и через центр, как показано на рисунке. 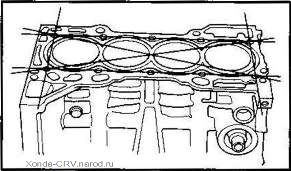 
7. Вычислите разность между диаметром цилиндра и диаметром поршня. Если величина зазора близка к предельному износу или превышает его, проверьте поршень и блок цилиндров на чрезмерный износ. 
ХОНИНГОВАНИЕ СТЕНОК ЦИЛИНДРОВ Хонинговать требуется только те цилиндры, на стенках которых имеются задиры или царапины. 1. Измерьте диаметр цилиндров, как указано выше. Если блок будет использоваться повторно, отхонингуйте стенки цилиндров и проведите повторное измерение диаметра цилиндров. 2. Выполняйтехонингование с использованием масла и мелкозернистого (№400) абразивного материала так, чтобы линии сетчатого рисунка (А) пересекались под углом 60°. Пользуйтесь только жестким хоном с мелкозернистым (№400) абразивным материалом, напр., Sunnen, Ammco или эквивалентным. Не пользуйтесь изношенным или сломанным инструментом. 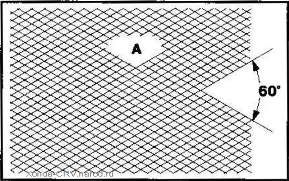
3. По завершении хонингования тщательно очистите блок цилиндров от металлических частиц. Промойте цилиндры горячей мыльной водой, затем просушите и сразу же смажьте маслом во избежание ржавления. Не пользуйтесь растворителями, они лишь размажут частицы по стенкам цилиндров. 4. Если после хонингования на стенках цилиндров все еще имеются задиры или царапины, проведите расточку блока цилиндров. Небольшие вертикальные задиры и царапины допустимы при условии, что в них не застревает ноготь и они не идут по всей длине цилиндра. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|